




Firmen im Artikel
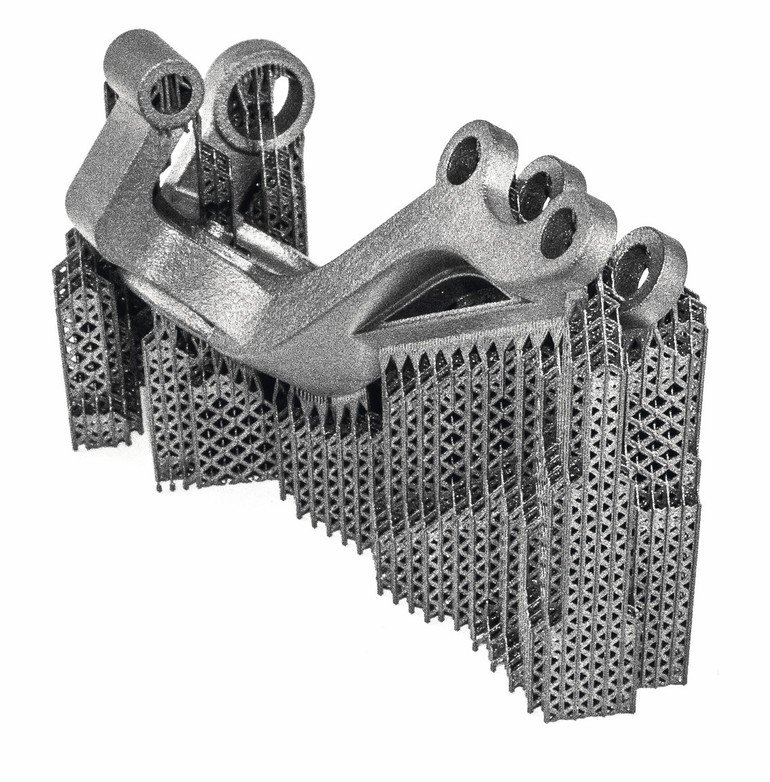
Der metallische 3D-Druck kommt in der industriellen Produktion an. Mehr noch als die wachsenden Umsatzzahlen der Anlagenhersteller belegen das Nachrichten wie diese: Bosch Rexroth qualifiziert das Selective Laser Melting (SLM) für die wirtschaftliche Produktion von Servoventilen. Entwicklungspartner sind Trumpf (für die SLM-Anlage) und Heraeus (für die Metallpulver). Das Projektteam nutzt klassisch spanend hergestellte Preforms, die additiv zum Funktionsbauteil vollendet werden.
Diese hybride Methode versetzt den Hydraulikspezialisten in die Lage, kurzfristig Kleinserien und kundenindividuelle Varianten zu produzieren, die in der Branche sehr nachgefragt sind. Die Methode zielt auf die Serie: Bosch Rexroth nennt sie ein „ergänzendes Standardverfahren zur konventionellen Produktion“. Die gedruckten Servoventile stehen den herkömmlichen in der Qualität nicht nach, teilt der Konzern mit, vielmehr sollen sie besser sein: Sie bauen kompakter und sind leichter. Da sie sich additiv mit optimierten Kanalführungen herstellen lassen, weisen sie weniger Strömungsverluste auf. Ihre Druckfestigkeit entspreche der von Teilen, die aus dem Vollen gefräst werden.
Solche Projekte gibt es immer mehr. Insbesondere größere Unternehmen qualifizieren den 3D-Metalldruck für ihre Fertigung, um Nutzen aus Additive Manufacturing (AM) zu ziehen. Um AM bei sich zu implementieren, holen sie sich Unterstützung bei den Know-how-Trägern. So wurde die Beratungssparte „Additive Minds“ von Additiv-Pionier EOS in diesem Jahr schon mehrfach mit Preisen ausgezeichnet. Ihr Leiter Güngör Kara berichtete auf der Branchenmesse Formnext 2017 im November von bisher mehr als 300 Consulting-Projekten. Unter den Kunden befinden sich Firmen wie Audi, Linde und ThyssenKrupp.
1. Schritt ist Teile-Auswahl für den 3D-Druck
„Die Erfahrungen aus den Projekten zeigen, dass fast alle Unternehmen vier Transformationsstufen durchlaufen“, erklärte Kara. In der ersten Stufe werden die für AM geeigneten Teile gesichtet und in der zweiten Stufe konstruktiv optimiert, um die Vorteile voll auszuschöpfen. Im dritten Schritt wird die additive Fertigung hochgefahren und in Stufe 4 eine effiziente Produktionskette aufgebaut.
Liebherr-Aerospace hat zum Beispiel einen Hochdruck-Hydraulikblock für die primäre Flugsteuerung entwickelt, der 35 % leichter ist als die klassische Komponente. Der additive Ventilblock integriert zehn Funktionen, die bisher separate Teile ausgeübt haben. Das Titan-Bauteil wurde auf einer EOS-Anlage gedruckt und erfolgreich im Airbus A380 erprobt, berichtet Maschinenlieferant EOS. Alle Hersteller von SLM-Anlagen brachten derartige Erfolgsstories mit auf die Leitmesse. Die Industrialisierung des metallischen 3D-Drucks ist voll im Gange.
Entsprechend steigt die Nachfrage nach Anlagen. EOS konnte nach eigenen Angaben den Umsatz im vergangenen Jahr um 10 % steigern und lieferte 450 Systeme aus, die Hälfte davon für Metall. SLM Solutions berichtet sogar von einem Großauftrag im Wert von 37 Mio. Euro auf der Formnext. Ein asiatischer Kunde aus dem Energiesektor orderte über 20 Maschinen des neuen Typs SLM 800 – ein Volumen, das vor wenigen Jahren noch als utopisch gegolten hätte.
Die Hersteller kommen mit der Produktion kaum nach. Gleichzeitig arbeiten sie daran, den SLM-Prozess qualitätssicherer zu machen und Maschinen zu entwickeln, die größer, produktiver, automatisierbar und Industrie-4.0-fähig sind – alles Wünsche der Industrie. So manche Produktneuheit wurde erst kurz vor der Messe fertig. Sogar für eine Ausarbeitung der Vorteile reichte einigen Anbietern die Zeit nicht mehr.
Trumpf will 100 neue Mitarbeiter im AM-Bereich
Der Auftritt von Trumpf hob sich deutlich davon ab – der eines Maschinenbauers, der weltweit rund 12 000 Mitarbeiter beschäftigt und nach neunjähriger Pause erst 2015 wieder in das Laserschmelzen im Pulverbett einstieg. Der Drive des erfolggewohnten Anlagenherstellers war zu verspüren. Das ist erwähnenswert, weil es zeigt, wohin die Entwicklung gehen könnte. Die Ansprache von CTO Dr. Peter Leibinger vor Journalisten glich einer Regierungserklärung. „Im neuen [bis Juli laufenden] Geschäftsjahr werden wir sicher hundert LMF-Maschinen verkaufen können“, sagte er. LMF ist die Trumpf-Bezeichnung für SLM. „Wenn sich der Markt so weiterentwickelt, dann sehen wir die Chance, in fünf bis sieben Jahren einen zusätzlichen Umsatz von einer halben Milliarde Euro zu erzielen.“ Dazu will Trumpf investieren. 200 Mitarbeiter sind schon im Bereich AM beschäftigt, 100 sollen im folgenden Jahr noch hinzukommen.
Leibinger bot auch Einblicke in die interne Entscheidungsfindung bei Trumpf. Für ihn sei AM durchaus ein „ambivalentes Thema“. Momentan sei kaum zu unterscheiden, „was real ist und was Hype“, räumte er ein. „Dennoch wird AM kommen. Und wir als Maschinenbauer mit langjähriger Industrieerfahrung sind dafür prädestiniert, den Bedarf zu decken.“
Trumpf präsentierte auf der Formnext die TruPrint 5 000 mit drei Strahlquellen und zieht damit in der Multilasertechnik nach. Die Anlage heizt den Bauraum auf 500 °C vor, verringert damit die thermischen Verzüge, und besitzt eine flexible Automatisierungsschnittstelle. Renishaw verweist ebenso auf seine Hochtemperatur-Technologie im Bauraum und präsentierte die neue RenAM 500Q mit vier Lasern. Auch 3D-Systems, GE und SLM Solutions stellen größere und produktivere Metall-Systeme in den Markt, EOS kündigte eine Neueinführung für nächstes Jahr an.
Neue Metalldruck-Prozesse vervielfachen Output
Während das Selective Laser Melting in der Industrie Fuß fasst, überraschen neue Anbieter mit Metalltechnologien ohne Laser. In Frankfurt traten sie mit fertig durchkonstruierten 3D-Druckern auf. Sie stehen noch ganz am Anfang. Doch die Produktivitäten sind teils dramatisch höher als bei SLM. Womöglich sind es die Lösungen, die in einigen Jahren den „klassischen“ SLM-Technologien den Rang ablaufen. So kam Hanan Gothait, CEO und Gründer der israelischen XJet Ltd., eigens nach Frankfurt, um seine Maschinenlinie „Carmel“ für Metall und Keramik zu launchen. Gothait hatte bei Objet (heute Stratasys) langjährige Erfahrungen gesammelt, bevor er seine Entwicklungsidee umsetzte: die „NanoParticle Jetting“-Technologie (NPJ). Zehn Carmel-Systeme produzieren heute in Rehovot nonstop im Dauerbetrieb, berichtete er, 85 Mitarbeiter seien beschäftigt.
Das Prinzip: Inkjet-Düsen versprühen Tintentröpfchen, die als Carrier für Nanopartikel aus Metall oder Keramik dienen. Die Schichten sind nur 5 bis 6 µm dick, die in Tröpfchen verpackten Nanopartikel maximal 33 µm groß. Bei Temperaturen um die 500 °C verdampft die Tinte und zurück bleibt ein Material mit einer Dichte von 99,9 %, teilt XJet mit. „Wir nutzen Know-how aus der Tintenstrahl- wie auch aus der 3D-Druck-Industrie“, erklärte Gothait. „Unser System druckt sehr feine Schichten.“ Ein Werbefilm nennt NPJ fünfmal schneller als SLM. Die Abmessungen der Bauteile sind vorerst aber auf 50 x 50 x 50 mm³ begrenzt. Als erster europäischer Kunde hat der zur Oerlikon-Gruppe gehörige Fertigungsdienstleister Citim das Carmel-System geordert.
Ultraschall ist bis zu 1 000-mal schneller als SLM
Das australische Unternehmen Spee3D stellte in Frankfurt einen 3D-Drucker für Kupfer und Aluminium vor, der um den Faktor 100 bis 1 000 schneller sein soll als laserbasierte Verfahren. Was bisher Stunden und Tage dauerte, soll binnen Minuten erledigt sein. Der Bauraum des Druckers beträgt 300 x 300 x 300 mm³. Die Anlage zielt ausschließlich darauf ab, werkzeuglos zu geringen Stückkosten zu produzieren.
Thorsten Stroh, der das Unternehmen in Europa vertritt, gibt Preise ab 550 000 Euro für die Anschaffung an, je nach Ausführung. Die Anlage arbeitet nach der patentierten Technologie „Supersonic 3D Deposition“ (SP3D): Wie in einer Raketendüse wird Luft auf bis zu dreifache Schallgeschwindigkeit beschleunigt. Die mitgerissenen Metallpartikel treffen mit großer Energie auf das Substrat und gehen umgehend eine Schweißverbindung ein. Die Dichte liege bei 99,9 % sagte Stroh. „Funktionsflächen muss man nachbearbeiten, so wie bei Gussteilen auch.“ Die Messe-Maschine wird nun in Hanau installiert und dient auch dazu, Muster für Projektierungen zu erstellen.
Die Anlagen von Gefertec haben schon auf der EMO 2017 für einen Aha-Effekt gesorgt. Denn sie arbeiten nicht mit dem Laser, sondern mit der erprobten Lichtbogenschweiß-Technologie. Das 3DMP-Verfahren (3D Metal Print) nutzt Draht als Ausgangsmaterial und druckt damit Schweißraupe für Schweißraupe das Werkstück – die Anlagen arbeiten mit einer CNC-Steuerung wie eine klassische Werkzeugmaschine. Schnell und relativ kostengünstig entstehen endkonturnahe Rohlinge aus Metall, die zerspanend weiterbearbeitet werden können. Die Methode bietet etliche Vorteile: Große Teile lassen sich drucken. Das aufwändige Pulverhandling entfällt und die meisten Standardwerkstoffe sind als Draht zu merklich niedrigeren Kosten erhältlich. Gegenüber SLM sind die Aufbauraten sehr hoch. Vor allem aber reduziert sich der Materialbedarf im Vergleich zum Fräsen aus dem Vollen.
Zur Formnext hat Gefertec den bisherigen beiden Anlagen noch ein Einsteigermodell hinzugefügt. Die kleinere GTarc 60-5 eignet sich für Werkstückgrößen bis 60 l und 200 kg, der maximale Teiledurchmesser liegt bei 450 mm. Eine CAM-Software erzeugt aus den CAD-Daten den Bahnverlauf für den Schweißkopf. Die additive Fertigung des endkonturnahen Werkstücks managt die CNC-Steuerung dann vollautomatisch. Zum Beispiel bei Titan-Bauteilen sinken so die Herstellkosten um bis zu 60 %, teilt Gefertec mit.
MIM bekommt Konkurrenz durch 3D-Druck
Mit „Binder Jetting“ produziert der 3D-Drucker des schwedischen Herstellers Digital Metal sehr präzise, kleine Metallteile. Die Fertigungsmethode bietet sich für Stückzahlen an, für die der Metallspritzguss (MIM) zu aufwändig wäre. Das können 1 000 Stück sein, oder deutlich mehr, je nach Anwendung. Digital Metal bringt dafür den Drucker DM P2500 auf den Markt. Er trägt 42 µm dicke Schichten auf und appliziert dort Binder, wo Material entstehen soll. Das Gerät bietet eine Auflösung von 35 µm, die Oberflächenrauigkeit der Teile liegt bei Ra = 6 µm, sagte Sales Manager Alexander Sakratidis auf der Messe. Stützstrukturen brauche es keine. Anschließend wird wie bei MIM ein Sintern notwendig. Die Teile schrumpfen um 20 % und erreichen dabei eine Dichte von 96 %, so Sakratidis.
„Das Institut Cetim ermittelte, dass unser Verfahren fünfmal schneller als SLM ist und bis zu dreimal günstiger.“ Bewährt hat sich die Methode bereits. Sakratidis hatte eine Fülle unterschiedlicher, präziser Kleinteile vor sich liegen – darunter auch eine Mini-Trillerpfeife, vielleicht 5 mm tief, die mit einer beweglichen, innenliegenden Kugel gedruckt wurde. Digital Metall fertigt bereits seit vier Jahren winzige, maßgefertigte Komponenten für Kunden aus Luft- und Raumfahrt, Luxusgüter-, Dental- und allgemeiner Industrie. Nun vertreiben die Schweden auch das Equipment, inklusive Schulungen und Support.
Eine weitere Alternative zu MIM hat das deutsche Start-up AIM3D entwickelt. Die Rostocker nutzen MIM-Granulat für die Extrusion, ebenso wie Keramik- und Kunststoffgranulat. Der Bauraum des neuen 3D-Druckers beträgt 255 mm in allen drei Raumrichtungen. Zurzeit wird eine Beta-Version gebaut, die der erste Kunde im Feld testet.








{kind=link}