

Eine Brennstoffzelle besteht aus gestapelten Membran-Elektroden-Packs. Zwischen diesen Einheiten befinden sich Bipolarplatten. Sie leiten die nötigen Reaktionsgase zu und das entstehende Wasser ab. Für die Herstellung problematisch ist ihr Design mit ihrer aufwändigen Strömungstechnik, engen Toleranzen beim Umformen und hohen Anforderungen an das Verschweißen der Halbschalen.
Es müssen 50 µm dicke Folien reproduzierbar dicht und präzise verschweißt werden. Die verlangte Positioniergenauigkeit von weniger als 0,1 mm bei Plattengrößen von etwa 340 mm x 130 mm ist eine weitere Herausforderung. Nach dem Schweißen dürfen sich die Bipolarplatten nicht werfen und müssen vollkommen dicht sein.
Bipolarplatten verursachen fast Hälfte der Produktionskosten
Noch ein Problem: Brennstoffzellen und viele ihrer Teile entstehen unter teilweise manufakturähnlichen Bedingungen, was sie unnötig teuer macht. Schließlich besteht ein Brennstoffzellenstack für 100 bis 150 kW aus 350 bis 500 Zellen. Und Bipolarplatten verursachen dabei bis zu 45 % der Produktionskosten. Dr. Ludwig Jörissen, Leiter der Brennstoffzellen-Forschung am ZSW in Ulm: „Es ist jetzt Zeit, großserientaugliche Fertigungsverfahren zu erforschen, so dass Brennstoffzellen in nennenswerten Stückzahlen auf die Straße kommen.“
Jorissen schätzt, dass momentan Fertigungstechnologien für Brennstoffzellen von rund 10.000 Stück pro Jahr und Standard möglich wären. „Leider fehlen unter anderem noch schnelle Inline-Mess- und Prüfverfahren, die es erlauben, Anforderungen für eine robuste und fehlerfreie Herstellung zu definieren und umzusetzen, um eine Großserienproduktion zu ermöglichen.“ Gesucht werden preisgünstige Herstellungsverfahren, die hohe Stückzahlen in kurzer Zeit erlauben.
Laserschweiß-Geschwindigkeiten bis 1 m/s machbar
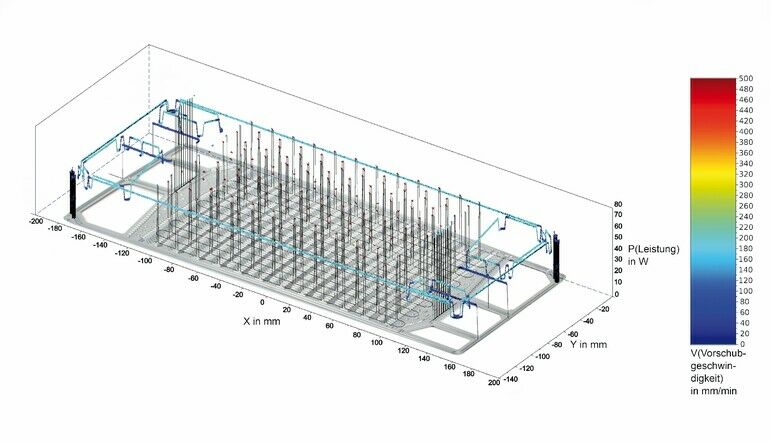
Damit eine Laseranlage feine Strukturen mit bis zu 1 m/s schweißen kann, müssen die Parameter stimmen. Das neue Tool LV Tracing von Laservorm liefert dazu die Daten, indem es den Prozess genau überwacht und feststellt, wie sich veränderte Parameter auf das Schweißergebnis auswirken. Das Besondere am System des Laserbearbeitungs-Spezialisten ist, dass die dazugehörigen Werkstückkoordinaten ebenfalls erfasst werden.
Durch das Hochleistungstracing und weitere hauseigene Technologien beim Schweißen der Bipolarplatten lassen sich Bahnverlauf, Geschwindigkeiten und Streckenenergie optimal aufeinander abstimmen und so qualitativ hochwertige Ergebnisse für Dichtheit, thermische und mechanische Belastbarkeit erzielen.
Ortsbezogenes Tracing für Parameter nach Wunsch
„Dieses Tracing ist bei Laservorm nicht komplett neu. Neu ist, dass der Benutzer selbst festlegen kann, welche Parameter zu welchem Zeitpunkt mitgeschrieben werden und dass diese Parameter ortsbezogen dokumentiert werden“, erklärt Thomas Kimme, Geschäftsführer von Laservorm. „Dies war vorher nur unserem Maschineneinrichter möglich und konnte vor Ort nicht einfach neu festgelegt werden.“ Die Technologie ist unmittelbar in die Steuerung integriert und macht einen externen Datenlogger überflüssig.
Das neue Verfahren sammelt und speichert zuverlässig alle Prozessdaten aus dem Laserprozess in Zeitintervallen von bis zu 800 μs. Das System erfasst unter anderem Laserleistung, Vorschub und Position des Laserkopfes plus genaue Koordinaten des Laserspots auf dem Bauteil. So lassen sich bei Qualitätsproblemen die Fehler exakt bestimmen. Und die Daten bilden die Grundlage für ein künftig KI-basiertes Steuern der Prozesse.
Tracingdaten lassen sich auch extern weiterverarbeiten
Die LV Tracing-Technologie besteht aus zwei Softwarekomponenten. Der LV TracingClient ist direkt in die Steuerung integriert und gestattet das Auslesen der Werte aller an der Steuerung angeschlossenen Komponenten. Der LV TraceServer zeichnet die Tracingdaten auf. Dieses System kann sowohl in die Anlage integriert werden, als auch extern arbeiten.
LV Tracing ist eine Entwicklung von Laservorm und entsprechend optimal auf die eigenen Anlagen abgestimmt. „Das garantiert die hohe Leistung und der entsprechend hohe Datendurchsatz gestattet ein verzögerungsfreies Aufzeichnen der Tracingdaten auch bei sehr komplexen, schnellen Laserprozessen“, weiß Thomas Kimme. Die Tracingdaten werden unabhängig vom jeweiligen System beispielsweise in einer csv-Datei ausgegeben, zur Weiterverarbeitung im jeweiligen Unternehmen mit Werkzeugen wie Knime, Matlab oder Scilab oder über cloudbasierte KI-Analyseplattformen.
Laserschweiß-Steuerung mit KI
Adaptiv arbeitenden Prozessen bieten die Messwerte die Möglichkeit, die Bearbeitung jedes Bauteils individuell anzupassen. Dank der aufgezeichneten Daten mit ortsbezogenen Koordinaten lassen sich mögliche Tendenzen und schleichende Fehler und deren Ursachen frühzeitig erkennen. So lässt sich auch noch Tage später ermitteln, wie jedes Bauteil bearbeitet wurde und warum bei welchem Teil Qualitätsprobleme auftraten. Damit können Qualitätsmängel wie zu geringe Einschweißtiefen oder undichte Schweißnähte korrigiert und der Prozess zukünftig in Echtzeit optimiert werden.
Damit künstliche Intelligenz die Steuerungsprozesse lenken kann, braucht sie die Daten in ausreichender Quantität in Echtzeit, was Laservorm beherrscht. Damit legt das Unternehmen die Basis, um künftig unmittelbar auf Produktionsschwankungen reagieren zu können – und das nicht nur bei Bipolarplatten.

Hier finden Sie mehr über:






{kind=link}