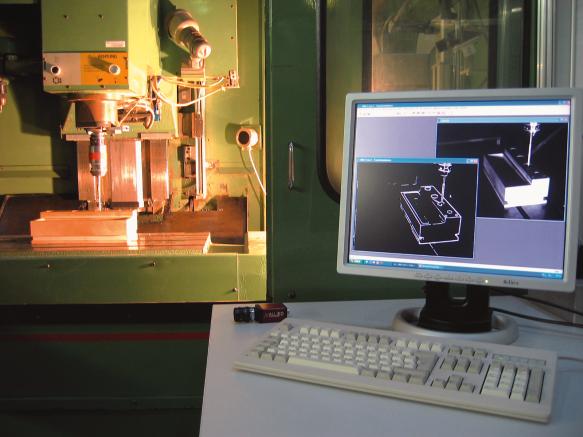


Das kameragestützte System Part-Align3D erkennt fehlerhafte Bauteillagen in Werkzeugmaschinen und verhindert so Kollisionen. Gerade im Prototypenbau oder bei kleinen Serien macht das Sinn.
Prof. Dr.-Ing. Robert Schmitt ist Inhaber des Lehrstuhls für Fertigungsmesstechnik und Qualitätsmanagement, Dipl.-Ing. Björn Dietrich ist Leiter Fertigungsmesstechnik
Spannfehler in Werkzeugmaschinen treten dann auf, wenn sich das Werkstück nicht in der Solllage befindet oder das Rohteil oder Halbzeug Maßabweichungen aufweist. Spannmittel, die sich nicht in der geplanten Position befinden oder die Verwendung nicht eingeplante Spannmittel sind zusätzliche Fehlerquellen. Maschinen- oder steuerungsseitig gibt es bislang keine automatisierte Möglichkeit, derartige Abweichungen zu erkennen oder gar zu berücksichtigen. Die WZL-Entwickler suchten daher im Rahmen des von der DFG geförderten Sonderforschungsbereichs 368 „Autonome Produktionszellen“ nach einer Lösung.
Grundsätzlich bietet sich dazu der Einsatz von industrieller Bildverarbeitung an, denn moderne Sensortechnik wie CCD- oder CMOS-Kameras kombiniert mit geeigneten Bildauswertungsalgorithmen haben in der Vergangenheit leistungsfähige Machine-Vision-Systeme hervorgebracht. Um das Ziel zu erreichen, wurde das adaptive und skalierbare Lageerkennungssystem Part-Align3D entworfen, das auf verschiedene Anwendungsfälle abstimmbar ist. Das Angebot reicht dabei von der kostengünstigen Einkameralösung zur Bauteillageerkennung bis hin zu einer Zweikamera- oder Stereokameralösung für komplexe und schwer einsehbare Bauteil- oder Maschinengeometrien.
Die Plattform des Systems basiert weitgehend auf der gleichen Algorithmik und gleichen Bildverarbeitungsoperatoren. Um Kosten zu sparen, wird erst so spät wie möglich während der Systemkonfektionierung die individuelle Modifikation der BV-Lösung erfolgen. Bei rein kamerabasierter Lageerkennung können in Abhängigkeit der eingesetzten Systemvarianten Genauigkeiten zwischen 0,5 und 1,5 mm erreicht werden.
Für den einfachsten Fall, in dem das Bauteil mit seiner Unterseite plan auf dem Maschinentisch fest gespannt wird und es sich somit nicht um die parallel zum Maschinentisch verlaufenden Koordinatenachsen verdrehen kann, ist das Einkamerasystem optimal geeignet. Auch das translatorische Abweichen von der Solllage senkrecht zur Aufspannfläche ist damit ebenfalls ausgeschlossen. Für die mathematisch einfache Lösung ist es lediglich notwendig, die Tischebene aus Sicht der Kamera zu kalibrieren und die Beziehung zwischen Kamera- und Maschinenkoordinatensystem zu ermitteln. Das Abweichen der Werkstückposition von der Sollposition kann über virtuelle Durchstoßpunkte der Werkstückkanten durch die Tischebene erfolgen.
Kann nicht sichergestellt werden, dass die beschriebenen Einschränkungen gelten, kommt zusätzlich eine zusätzliche Lösung zum Einsatz. Dabei werden Geometrieinformationen des zum Bauteil gehörenden CAD-Modells mit den in der Bildszene vorliegenden Geometrien verglichen. Nur so kann von der zweidimensionalen Projektion der Szene, die auf dem CCD-Chip einer einzelnen Kamera entsteht, wieder auf die dritte Dimension geschlossen werden. Diese Vorgehensweise liefert Informationen bezüglich aller sechs Freiheitsgrade des Bauteils und damit der drei möglichen Verschiebungen und Rotationen um ebenfalls drei Achsen im Raum.
Sind die zu bearbeitenden Rohteile oder vorbearbeiteten Halbzeuge komplexerer Natur und somit aus einer einzigen Kameraperspektive nur schwer einsehbar, bietet sich der Einsatz einer zweiten Kamera an. Sie stellt sicher, dass eine ausreichende Anzahl signifikanter Merkmale des Bauteils erfasst werden. Dabei müssen beide Kameras nicht einmal die gleichen Objektmerkmale aufnehmen, wie es bei einem Stereokamera-Messsystem der Fall wäre. Vielmehr handelt es sich um ein Erweitern des zuvor beschriebenen Einkamerasystems, da die Ergebnisse der zweiten Kamera mit denen der anderen Kamera verknüpft werden und sich so ergänzen. Die zusätzliche Perspektive erhöht zudem die Rechengeschwindigkeit.
Das Stereokamerasystem benötigt dagegen keine CAD-Daten. Bei dem „echten“ 3D-Sehen muss keine nachträgliche Rekonstruktion der dritten Dimension erfolgen. Ausgangspunkt sind zwei Bilder derselben Szene. Sie werden aber aus verschiedenen Perspektiven aufgenommen. Ein Objekt bildet sich in den beiden Bildern an unterschiedlichen Stellen ab. Aus diesem Unterschied, der mit Disparität bezeichnet wird, lässt sich auf seine Entfernung schließen. Die Aufgabe der Algorithmik ist, herauszufinden, welche Punkte in den beiden Bildern korrespondieren. Das Ergebnis einer Stereo-Rekonstruktion ist ein Disparitätsbild. Die Herausforderung dieses Verfahrens besteht darin, die Korrespondenzsuche in beiden Kamerabildern so robust zu gestalten, dass eindeutige Zuordnungen von Pixelpaaren zu Weltpunkten erzielt werden.
Teilen:








{kind=link}