
Heitec-Ingenieuren ist es gelungen, bei einer neuen Anlage für Audi mehrere aufeinanderfolgende Produktionsschritte in Echtzeit zu simulieren und so die Inbetriebnahme um Wochen zu verkürzen. Zusätzlicher Vorteil: Für Umbauten oder Erweiterungen sinkt der Aufwand drastisch.
Auch eine sorgfältige Bearbeitung schützt nicht vor Planungsfehlern, die dann den Aufwand der Inbetriebnahme erhöhen, nicht selten Projekttermine gefährden und im schlimmsten Fall Konventionalstrafen nach sich ziehen. Hinzu kommt, dass eine Inbetriebnahme immer eine Produktionsunterbrechung bedeutet und deshalb nur wenig Zeit für Tests und eventuellen Umbau zur Verfügung steht – so dass weitere Fehlerquellen entstehen. Ziel bei einer neuen Füge- und Schweißstation, die Maschinenbauer Emag Automation mit Partnern für Audi erstellte, war es daher, die Lieferzeit mit Hilfe der virtuellen Inbetriebnahme deutlich zu verkürzen.
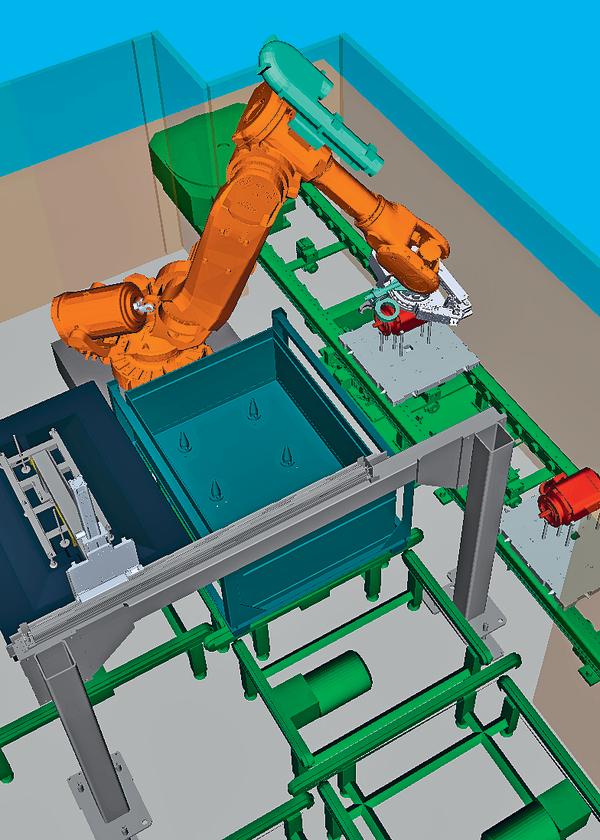
Emag hatte den Auftrag, für Audi eine autarke Automatikstation zu bauen, bei der die Nockenwellenverstellung auf die Nockenwelle gefügt, mittels Laser verschweißt und anschließend gebürstet und geölt wird. Dabei werden die Nockenwellen und die Versteller über ein Förderband zugeführt und über je einen positionsgesteuerten Antrieb mit ungefähr einem zehntel Grad Genauigkeit ausgerichtet. Diese Ausrichtung zueinander merkt sich das System.
Ein Roboter transportiert die Nockenwellen dann zur Fügestation, ein Portal mit zwei positionsgesteuerten Antrieben bringt die Versteller dorthin. Die beiden Teile werden zusammengefügt und anschließend vom Roboter an die Schweißmaschine übergeben. Nach dem Schweißen entnimmt der Roboter die Teile und bringt sie zum Bürsten und Ölen. Die Anlagenkonstruktion von Emag wurde von der Heitec AG, Erlangen, in ein virtuelles Modell überführt, noch bevor die Fertigung der Maschine begonnen hatte.
Interessant in der Modellbildung sind vor allem die Umsetzung des Roboters und der positionsgesteuerten Antriebe sowie das Zusammenspiel aller Komponenten in der Anlage. „Dazu gehört selbstverständlich auch die Schweißmaschine, wobei bei ihr nur die Schnittstelle zur SPS interessant ist. Also: welche Signale bekommt die SPS von der Schweißmaschine und umgekehrt?“, erklärt Michael Kasseckert, Entwicklungsingenieur bei Heitec.
Genau hier liegt auch das Neue an dem Projekt: Es kommuniziert nicht nur die Speicherprogrammierbare Steuerung (SPS) sondern auch die originale Robotersteuerung mit dem Simulationsrechner. Das bringt den Vorteil, dass sich die Anlage nicht nur abschnittsweise testen lässt, sondern in ihrem gesamten Umfang mit den Automatikschrittketten, ohne dass dabei irgendetwas in der SPS überbrückt werden muss. Und das Ganze in Echtzeit.
„Somit lassen sich sämtliche ‚was passiert wenn?‘ – Situationen vorab testen“, freut sich Michael Kasseckert. Der SPS-Programmierer kann unmöglich im Kopf alle Situationen, die beispielsweise bei Störungen auftreten, durchspielen. Er muss diese ausführlich testen und braucht dazu die bestehende Anlage oder eben, wie hier, die virtuelle Anlage.
Der Simulationsrechner kommuniziert also zum einen mit der SPS und zum anderen direkt mit der Robotersteuerung. Die Robotersteuerung gibt die jeweiligen Achswinkel seiner sechs Achsen an den Simulationsrechner weiter. Somit können exakt die Bewegungen visualisiert werden, die der Roboter in Wirklichkeit fahren würde. In Kombination mit den Signalen der SPS, die das restliche Geschehen der Anlage steuert, lassen sich die kompletten Vorgänge der Anlage im Verbund testen.
„Im Laufe der virtuellen Inbetriebnahme konnten bereits einige Probleme frühzeitig erkannt, mit dem Kunden kommuniziert und gelöst werden“, bemerkt Michael Kasseckert. Das können zum einen konstruktive Fehler wie eine zu kurze Auslegung der Portalachse oder zum anderen im Vorfeld noch nicht geklärte Ablaufsituationen sein. Gerade bei Störfällen in der Anlage, beispielsweise bei Störung einer Endlagenerkennung eines Greifers ohne Teileerkennung, kann die Anlage in undefinierte Ablaufsituationen kommen. Solche Szenarien lassen sich mit Hilfe der virtuellen Inbetriebnahme ausführlich testen und es können hierfür Strategien noch vor der eigentlichen Inbetriebnahme programmiert werden. Die Korrektur „auf dem Papier“ sparte so deutlich Kosten.
Die virtuelle Inbetriebnahme bietet noch weitere Vorteile. Man kann bereits im Labor dem Kunden zeigen, was die Anlage leisten wird. Das erlaubt eine bessere Kommunikation und der Kunde kann Wünsche einbringen.
Erfolgt die virtuelle Inbetriebnahme bereits parallel zum Aufbau der realen Anlage, so führt dies zu einer kürzeren Gesamtdurchlaufzeit und die Ingenieure können Testszenarien durchspielen, die an der realen Maschine nicht möglich oder gefährlich sind. Hinzu kommt noch eine Optimierung der Taktzeiten. „Die Tests liefern reproduzierbare Ergebnisse durch ein echtzeitfähiges Maschinenmodell“, so Michael Kasseckert.
Dabei bezieht sich die Echtzeit auf den ‚Takt‘ im Feldbus-System, bewegt sich also im Millisekunden-Takt. Weiter schafft der Maschinenbauer mit gleicher Manpower deutlich umfangreichere Tests. Anwender der virtuellen Maschine schätzen, dass sich die Durchlaufzeiten (gesamte Entwicklungszeit der Anlage) größenordnungsmäßig um 15 % reduzieren, was in der Größenordnung von etwa vier bis sechs Wochen liegen kann. Und die reale Inbetriebnahmezeit verkürzt sich durch die vorherige virtuelle Inbetriebnahme um bis zu 80 %. Zusätzlich können schon Mitarbeiter eingearbeitet werden, bevor die Maschine steht, und auch bei der Einarbeitung entstehen möglicherweise Ideen zur effizienteren Herstellung des Produkts. So wurden verschiedene Ablaufmodelle hinsichtlich der Taktzeit realisiert, von Audi und Emag via Videoanalyse begutachtet und Optimierungen frühzeitig umgesetzt.
Die zur virtuellen Inbetriebnahme erstellten virtuellen Funktionseinheiten (Simulationsmodelle) können für weitere virtuelle Maschinen und Anlagen wieder verwendet werden und sparen dann Zeit bei der Modellerstellung. „Auch eine komplexe virtuelle Maschinen ist innerhalb weniger Tage realisierbar“, betont Michael Kasseckert.
Und noch weitere Vorteile erleichtern den Einsatz der neuen Anlage: Mit dem 3-D-Modell lässt sie sich leicht ändern oder erweitern. Für Audi ist das besonders wichtig, denn die Anlage wird in China arbeiten.
So kann man bei Änderungen das virtuelle Modell erweitern, ohne dass die Anlage gestoppt werden muss. Schulungen, etwa für Operator, für das Personal in der Wartung und Instandhaltung aber auch für Inbetriebnahmeingenieure zum Softwarekonzept lassen sich mit Hilfe des virtuellen Modells in hoher Qualität realisieren.
Dr. Barbara Stumpp Fachjournalistin in Freiburg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}