




Neue Verfahren sorgen für schnelle Takte in der Kunststoffverarbeitung: Sie verketten das Spritzgießen mit dem Lackieren oder Dichtungsschäumen. Und die Krönung ist ein kombinierter Umform-/Spritzgießprozess mit Fluidinjektion.
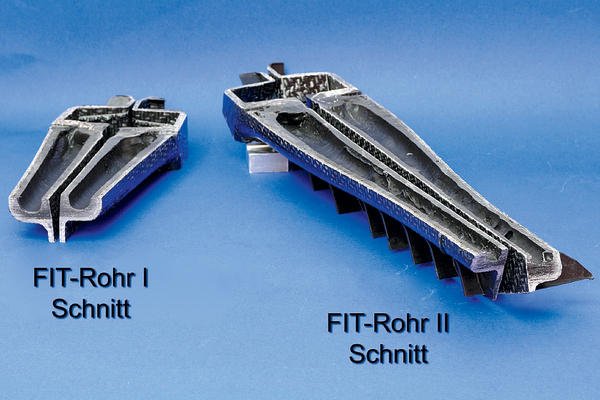
Die meisten Menschen können mit „Spritzgießen“ nichts anfangen. Wird es ihnen erklärt, machen sie große Augen und staunen. Mir ging es am Anfang nicht anders. Und dabei ist es ja ganz leicht erklärt: Komplexe Teile entstehen, indem Kunststoffschmelze explosionsartig mit Hochdruck in eine Form geschossen wird – pschscha, fertig! Unglaublich, denken Laien. Aber nun kommen sogar Techniker ins Staunen, wenn sie erfahren, wie einzelne Unternehmen und Institute diese Technik derzeit ausbauen. Pscha, pschu, pscho – kurz aufeinander oder sogar zeitgleich erfolgen Schüsse, Injektionen und Pressenhübe, die im Sekundentakt urformen, umformen und auch noch kleben. Alles verkettet. Dabei entstehen komplexe Faserverbund-Bauteile, die extrem leicht und stabil sind. Der Herstellprozess dauert gerade mal 90 s – und taugt somit für automobile Großserien. Gemessen wurde diese Zykluszeit bei der Herstellung einer Fahrzeug-Rückenlehne aus faserverstärktem Thermoplast, die Forschungs- und Entwicklungsleiter Dr.-Ing. Marcus Schuck von der Jacob Plastics GmbH als Demo-Bauteil mit auf die Hannover Messe brachte (siehe Bilder). Das Wilhelmsdorfer Unternehmen fertigte sie in Zusammenarbeit mit den Projektpartnern, die den Herstellprozess gemeinschaftlich entwickelten – Audi, Schaumform, Siebenwurst Formenbau, Neue Materialien Fürth, der Lehrstuhl für Kunststofftechnik (LKT) und der BMBF-Projektträger Jülich. Das Konsortium erhielt dafür den Innovation Award 2011 der Composite-Leitmesse JEC in Paris.
Strukturen wie die Rückenlehne können bisherige Teilegewichte um 30 % und mehr vermindern. Und das auf der Basis eines äußerst rationellen Fertigungsprozesses, der große Gestaltungsfreiheit lässt und das Integrieren vieler Funktionen ins Bauteil ermöglicht. Und doch ist „FIT-Hybrid“, wie sich die innovative Methode nennt, nur eines von vielen neuen Verfahren, die artfremde Prozesse kombinieren und damit beträchtliche Rationalisierungseffekte und Qualitätsgewinne erzielen. Ihr Hebel sind Fortschritte in Automation, Werkstoff- und Verfahrenstechnik.
Die wichtigsten Verfahrensneuerungen dieser Art stellte die Industrieanzeiger-Ausgabe „FutureTrends“ vor, die als Jahresschluss-Ausgabe im Dezember erschien. Schon ein Vierteljahr später lässt sich diese Reihe fortsetzen. Es lohnt aber, die bisherigen Innovationen noch einmal kurz Revue passieren zu lassen: Zwei neue Verfahren verlegen die Lackierung in das Spritzgießwerkzeug, indem sie das Teil dort mit Lack fluten. Beim Prozess Spriform werden „Organobleche“ aus faserverstärkten Thermoplasten umgeformt und gleichzeitig versteifende Rippen angespritzt. Das bekannte „Montagespritzgießen“ treiben Unternehmen heute auf die Spitze, indem sie Elektrokomponenten inklusive Kontaktierung produzieren, beispielsweise Drehwinkelsensoren. Das IKV der RWTH Aachen produzierte auf der Messe K gar eine beheizbare Sportbrille im kombinierten Spritzgieß-/Druckguss-Prozess. Und die Bayer MaterialScience AG stellte auf der K das Prototypenkonzept einer Heckklappe vor, die an einem Stück gespritzt werden könnte – mit Scheibe, Spoiler und Aufnahmen für Beleuchtungselemente und Nummernschild. Alles nachzulesen unter www.industrieanzeiger.de (Suchwort „Hybridproduktion“, Beitrag „Alles aus einer Maschine“).
Beschreibungen zu diesen Exponaten klingen wie ein Stück Technikgeschichte. Doch dahinter stecken jungfräuliche Fertigungstechnologien, die darauf warten, dass Unternehmen sie aufgreifen und mit ihnen Technikgeschichte schreiben. Sie könnten Grundelemente einer neuen Art von Kunststoffverarbeitung werden, die zur beherrschenden Produktionstechnik wird, im Automobilbau und anderswo. Und darum macht es auch Sinn, die Verfahren zur Kombi-Fertigung genau anzuschauen. Zunächst noch einmal „FIT-Hybrid“. Dieser Prozess nutzt die Vorteile gleich mehrerer Verfahren mit kurzen Zykluszeiten: Das Thermoformen erschließt das Eigenschaftspotenzial Endlosfaser-verstärkter Thermoplaste, das Spritzgießen ermöglicht das Herstellen komplexer Formen und die Fluidinjektionstechnik (FIT) integriert Hohlkörper-Strukturen ins Bauteil.
Die Entwickler können diese Elemente virtuos gestaltet einsetzen. Wie, zeigt der stark vereinfacht dargestellte Fertigungsablauf im Fallbeispiel Rückenlehne: Vier vorgeheizte Organobleche werden im Werkzeug positioniert. Durch Einlegen von thermoplastischen Schmelzesträngen oder durch Spritzgießen entsteht beim Prägen ein Sandwich (Organoblech – Schmelze – Organoblech), aus dem Hohlräume mit bis zu 5 cm Durchmesser durch Gasinjektion ausgeblasen werden. Schließlich erreicht das Bauteil im Umformprozess seine endgültige Kontur. Die Rückenlehne hat mit 4,5 kg ein extrem niedriges Gewicht, gemessen an ihren mechanischen Eigenschaften und Abmaßen.
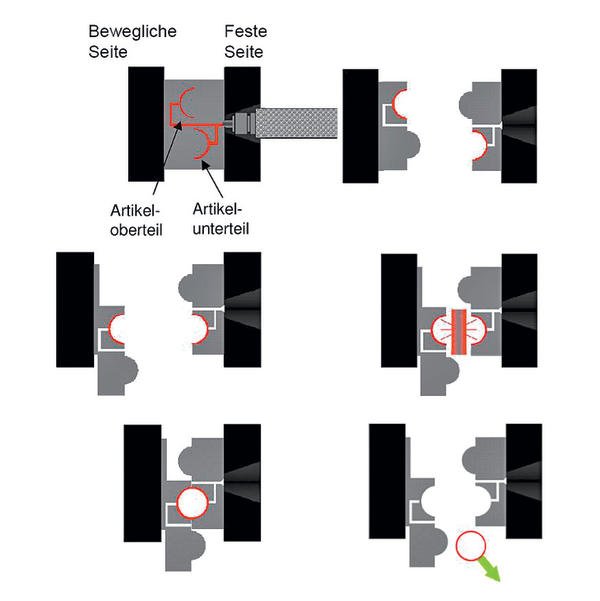
Viele Kombi-Verfahren docken am Spritzguss an. So hat die Engel Austria GmbH, Schwertberg, im Januar den mit Partnern entwickelten Prozess „Joinmelt“ der Öffentlichkeit vorgestellt. Bei dem Kombi-Prozess werden die Spritzteile noch in der Form Heißgas-verschweißt. Spritzgießmaschinenbauer Engel sieht dafür ein besonders hohes Potenzial beim Verarbeiten glasfaserverstärkter Polyamide zu medienführenden Teilen im Motorraum, beispielsweise zu Ölrückführungskanälen, Ölbehältern oder Abgas-Sammelgehäusen. Bei dem neuen Verfahren, das die Hummel-Formen GmbH in Lenningen zum Patent angemeldet hat, werden die beiden Bauteilhälften simultan in einer Form spritzgegossen. Nach dem Öffnen verbleibt die eine Hälfte in der linken und die andere in der rechten Werkzeugseite. Die bewegliche linke Werkzeugseite wird nun so verschoben, dass die Teile in Schweißposition einander gegenüber liegen. Ein Heizelement fährt ein und erwärmt die Fügekanten mit inertem Heißgas, so dass sie beim Schließen der Form verschweißen. Beim erneuten Öffnen wird das Bauteil entformt. „Es braucht keine zusätzliche Schweißvorrichtung und auch das Entnehmen und erneute Einlegen zum Fügen entfällt“, erklärt Franz Füreder, Leiter des Engel-Geschäftsbereiches Automotive. Aber nicht nur das. Auch Qualität und Funktionssicherheit der Bauteile steigen.
Dass die beiden Produkthälften zum Fügen in der Spritzgießform fixiert bleiben, vermeidet Verzugsprobleme. Es entsteht eine saubere, dünne Schweißnaht, die höheren Berstdrücken standhält. Im Motorraum ergibt sich laut Engel ein weiterer Vorzug: Herkömmlich gefertigte Bauteile weisen an der Schweißnaht eine Wulst auf, die Abrieb begünstigt und damit die Lebensdauer nachgelagerter Funktionsteile reduziert, etwa der Ventilstößel. Diese Wulst wird bei Joinmelt vermieden.
Ein weiterer Ansatz für die Kombi-Fertigung ist die Tatsache, dass viele Spritzgussteile eine Dichtung benötigen. Dazu werden sie in der Regel in einem Puffer zwischengelagert, wo sie komplett erkalten. Die Wärme des Spritzgießprozesses verpufft ungenutzt, für den anschließenden Dichtungsauftrag wird eine zusätzliche Automatisierung nötig. Nicht so bei dem kombinierten Prozess, den die Arburg GmbH + Co. KG, Loßburg, auf ihren Technologietagen im März vorstellte: Ein Arburg-„Allrounder“ spritzt eine Gehäuseabdeckung für den hinteren Teil eines Pkw-Scheinwerfers in einem 4fach-Werkzeug. Ein Kuka-6-Achs-Roboter entnimmt die vier Teile und – das Novum – führt sie direkt unter die Düse eines 2K-Mischkopfes. Dieser trägt die PUR-Dichtraupe auf, während der Roboter die Bahnkontur abfährt. Für das Spritzgießen, Entnehmen, Beschäumen und Ablegen der Teile genügen nun 35 s.
Die Referenz-Anwendung lief früher in großen Stückzahlen, heute werden noch Ersatzteile gefertigt. Im Vergleich zu ihr entfällt bei der neuen Lösung das Vorwärmen der Teile, die Dichtung härtet schneller aus und auf den Technologietagen lief der Prozess bei gleichbleibender Qualität durch, ohne dass der Spülkopf gespült werden musste, wird berichtet. Die Gesamt-Verarbeitungszeit bis zum kompletten Ausreagieren der PUR-Dichtung ist damit von früher 10 min auf unter 3 min gesunken. Das spart Kosten, Zeit und Platz in der Produktion. Lange Austaktbänder werden überflüssig.
Arburg hat diesen „Mold’n Seal“-Prozess zusammen mit dem Kölner Dichtungsspezialisten Sonderhoff erarbeitet. Als Basis für „Mold’n Seal“ entwickelte Sonderhoff neue Rezepturen in der PUR-Dichtungsschaumfamilie Fermapor K31, die beschleunigt aushärten („Fast Curing“). Und zwar so beschleunigt, dass der Prozess im Fluss gehalten werden kann, ohne dass die Mischköpfe verkleben und gespült werden müssen. Beispielsweise darf beim Dosieren die jetzt sehr kurze Topfzeit auf keinen Fall überschritten werden. Maschinenbauer Arburg sieht seinen Part darin, dem Benutzer ein leicht bedienbares Tool für die Prozessgestaltung in die Hand zu geben: Die intuitive Maschinen-Bedienoberfläche Selogica ist auf die Steuerung von 6-Achs-Robotern implementiert. Damit sei es dem Maschinenpersonal möglich, den komplexen Prozess auch ohne spezielle Roboter-Programmierkenntnisse auszulegen.
Mit „Mold’n Seal“ existiert nun eine Möglichkeit, das Aufschäumen von PUR-Dichtungen in den Spritzgießtakt zu integrieren. Doch nicht die einzige und nicht die erste. Die KraussMaffei Technologies GmbH stellte bereits vor drei Jahren eine Methode vor, die über Drücke um 200 bar zum selben Ziel kommt: Als Kern ihrer Lösung setzen die Münchner aufwendiger konstruierte Hochdruck-Mischköpfe ein, die sich nach jedem PUR-Schuss selbst reinigen. Im Gerät verbleibt kein Rest-PUR. Aus diesem Grund lassen sich besonders reaktive, schnell aushärtende Polyurethane verwenden, um die (noch heißen) Spritzgussteile zu beschäumen.
Lunke Automotive in Dortmund produziert damit seit Mitte 2009 täglich 3000 Spritzgussteile aus Glasfaser-verstärktem PP mit PUR-Raupen. 1,5 bis 2 min nach Aufbringen der Schaumdichtung werden die Formteile verpackt, teilt KraussMaffei mit. Bei den Dichtungsrezepturen arbeitet der Maschinenhersteller inzwischen mit Rampf zusammen. Somit konkurrieren die Technologien von Arburg/Sonderhoff und KraussMaffei/Rampf miteinander – Wettbewerb belebt das Geschäft.
Noch eine spannende Innovation war auf den Arburg-Technologietagen zu entdecken, die mit Spritzguss eigentlich nichts zu tun hat: Die Maschinenbau Sturm GmbH, Salching, produziert Lackieranlagen, in denen der Lack innerhalb von Sekunden durch UV-Licht aushärtet. Der Energieverbrauch nimmt ab, statt einer 80 m langen Trocknungsstrecke reichen jetzt 8 m. Doch was hat das mit Arburg zu tun? Ganz einfach, die Taktzeiten nähern sich den Spritzgieß-Zyklen an und laden zur Kombi-Fertigung ein. Dazu Oliver Giesen, Abteilungsleiter Projekte: „Mit dem Partner Sturm haben wir ein Konzept entwickelt, den Lackier- mit dem Spritzgießprozess zu verketten. Über ein Robot-System kann das kompakte Modul an Spritzgießmaschinen angebunden werden.“ Die Fertigungszeiten sinken, die Qualität nimmt zu, Zwischenlager entfallen. Arburg hat vor, solche Anlagen als Generalunternehmer zu realisieren.
Olaf Stauß olaf.stauss@konradin.de
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}