
Zusammen mit dem Schweizer Maschinenbauer Reishauer hat der Messtechnik-Spezialist Blum einen Messtaster entwickelt, mit dem sich Zahnräder während der Bearbeitung prüfen lassen. Die Eidgenossen konnten dadurch die Produktivität ihrer Modelle erhöhen und neue Branchen dazu gewinnen.
Zur aktuellen Modellreihe von Reishauer gehören vier Maschinen mit Bearbeitungsdurchmessern zwischen 60 und 360 mm. Die kleinste Anlage wird unter anderem in der Automobilindustrie zum Schleifen von Planetenrädern für Automatikgetriebe eingesetzt. Bei dieser Anwendung ist ein hoher Durchsatz wichtig. Üblicherweise wird die Qualitätskontrolle stichprobenartig auf speziellen Zahnrad-Messmaschinen durchgeführt. Hier spielt das Messen in der Maschine eine untergeordnete Rolle. Das ändert sich allerdings, wenn die Zahnräder größer werden und die Bearbeitung länger dauert. Das Entnehmen und Wiederaufspannen des Werkstücks führt schließlich zu einer unerwünschten, relevanten Verzögerung. In diesem Fall macht eine integrierte Messeinrichtung Sinn. Kontrollen sind zum Beispiel nach dem Wechsel der Schleifscheibe oder des Werkstücks notwendig. Dabei wird unter anderem die Form des Rohteils gemessen. Danach kann die Rohteilgeometrie gezielt angefahren werden. „Die Bearbeitungszeit reduziert sich, da weniger Luft geschliffen wird“, so Andrea Siedmann, zuständig für die Entwicklung der Mess-Software bei Reishauer.
Die Messung der Profil- und Flankenlinien kostete früher viel Zeit, weil jeweils zwischen 20 und 30 Punkte aufgenommen werden mussten. Deswegen suchten die Entwickler bei Reishauer nach einem Messsystem, mit dem sich diese Linien nicht als Abfolge von Punkten, sondern in einer scannenden Linienmessung aufnehmen lassen. Die Schweizer standen bereits über die Fachmesse EMO in Kontakt zu dem Messtechnik-Spezialisten Blum-Novotest, der eine Reihe von Messtastern und Lasermesssystemen im Angebot hat, die speziell für den Einsatz im Arbeitsraum von Bearbeitungszentren entwickelt wurden. Die Ravensburger Messtechnik-Spezialisten erkannten schnell, dass die Erweiterung ihrer digitalen Messtaster um eine analoge Messtechnik möglich ist und sie entwickelten einen Prototyp.
Die langwierige Aufnahme der Flankenlinie und des Profils mit den bisher verwendeten digitalen Messtastern ergaben Messzeiten bis zu einer Viertelstunde. Trotzdem konnte man nicht sicher sein, dass alle Bearbeitungsfehler dabei vollständig erkannt werden. Deswegen stieg Reishauer auf eine scannende Messung um. Inzwischen zieht die Maschine den Messtaster mit einer Geschwindigkeit von 400 mm/min über die Zahnflanke, wobei etwa 500 Messpunkte aufgenommen werden. Da dabei die gesamte Linie erfasst wird, werden Grate und Riefen zuverlässig erkannt. „In der Testphase klebten wir ein Haar auf die Zahnflanke und das wurde noch bei einer Scangeschwindigkeit von zwei Metern pro Minute zuverlässig erkannt“, versichert Wolfgang Reiser, Entwicklungsleiter bei Blum. „Wir sind daher zuversichtlich, dass mit den Messtastern auch unter Realbedingungen noch höhere Geschwindigkeiten möglich sind“.
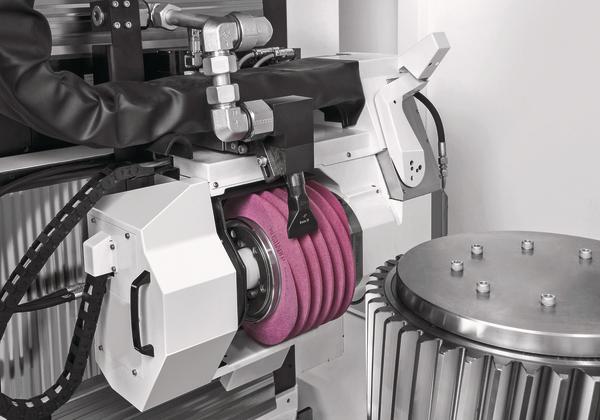
Heute wird nach dem Abrichten eine Flanke geschliffen und direkt vermessen. So lassen sich Werkzeugfehler sofort erkennen. Der Messtaster sitzt auf einem Arm und wird zur Messung an das Werkstück geschwenkt. Die Bewegung des Tasters erfolgt über die Maschinenachsen. Zunächst sucht die Maschine mit dem Messtaster eine Zahnlücke, fährt dazu den Zahnkopfdurchmesser an und vermisst schließlich die Mitte der Zahnlücke. Dies sind alles noch digitale Messungen, bei denen das Werkstück punktuell angetastet wird. Erst jetzt beginnt die scannende Messung. Dabei werden üblicherweise von beiden Seiten der Lücke jeweils drei Flankenlinien am Kopf, in der Zahnmitte und nahe des Fußes aufgenommen. Ebenso drei Profile an den beiden Enden und in der Mitte des Zahns. Dies wiederholt sich je nach Größe des Zahnrads an vier bis sechs Zähnen.
Ein Messzyklus, der früher über einer Viertelstunde dauerte, ist heute in wenigen Minuten erledigt. „Setzt man das in Relation zu den Bearbeitungszeiten pro Werkstück, die bei sehr großen Rädern durchaus eine Stunde betragen, dann ermöglicht die neue Messtechnik erstmals die Kontrolle jedes einzelnen Zahnrads“, so Tobias Schröder, Produktmanager bei Reishauer. Es lassen sich aber noch weitere Messwerte in der Maschine aufnehmen, unter anderem die Teilkreisabweichung, der Rundlauf oder die Zahnweite über mehrere Zähne.
Um ein zertifiziertes Messprotokoll zu bekommen, wird das Zahnrad nach der Bearbeitung oft noch final auf der Messmaschine vermessen. Aber für Kontrollmessungen zwischen und nach der Bearbeitung ist die maschineninterne Messung für Reishauer eine perfekte Lösung. Hier kommt es auf die relativen Werte an – also dem Erkennen von Bearbeitungsfehlern – und nicht auf absolute Werte. Die Messprotokolle der Taster und der Messmaschine zeigen dabei fast identische Ergebnisse. Die Messwertabweichungen liegen dabei nach eigenen Angaben weit unter den erlaubten Toleranzen, normalerweise im Bereich von wenigen µm. Insgesamt sind beide Partner mit der Zusammenarbeit zufrieden. Für Reishauer sind die Messtaster von Blum im Vertrieb ein wichtiges Argument. Da die scannende Messung einen deutlichen Zeitvorteil mit sich bringt, konnten neue Einsatzgebiete für die Maschinen erschlossen werden. ub
Teilen:







{kind=link}