
Der Blechverbindungstechnik-Spezialist Tox Pressotechnik hat mit einer Roboterfügezange zum Setzen von Vollstanznieten in ultrahochfeste Werkstoffe sein Portfolio an Druckfüge- und Clinchtechniken erweitert. Und mit der Lösung zugleich den zweiten Platz beim Robotics Award 2011 belegt.
Der Trend zum ressourcensparenden Fahrzeug-Leichtbau fordert alternative Werkstoffe und entsprechende Produktions- und Verbindungstechniken. Während Hybrid-Materialien wie Aluminium und Stahl oder hochfeste Stahlbleche und einfache Trägerbleche bereits verbunden werden können, stellen künftige Werkstoffe und Werkstoff-Kombinationen die Produktionstechnik vor neue Herausforderungen. Das Technik-Unternehmen Tox Pressotechnik beschäftigt sich mit diesen Themen schon seit langem und hat ein breites Leistungsprogramm zum Verbinden von Blechen entwickelt.
Mit diversen Blechverbindungs-Verfahren hat Tox im Fahrzeugbau aktuell rund 200 verschiedene Anwendungen realisiert. Die Anwendungsbreite geht dabei bis hin zu Crash-relevanten Bauteilen und Baugruppen. Darüber hinaus kommen die Verfahren auch in Kombination mit Klebebeschichtung oder Laserschweißen zum Einsatz. Der Vorteil dabei ist, dass die Verfahren zusätzliche mechanische Vorarbeiten und aufwendige Produktionseinrichtungen überflüssig machen.
Bei herkömmlichen Nietverbindungen sind vorbereitende Bearbeitungen unerlässlich. Zwar gibt es das alternative Halbhohlstanznieten, das jedoch ebenfalls Einschränkungen mit sich bringt. Aus diesen Gründen hat der Hersteller das neue Verfahren „Vollstanznieten“ für einen Automobil-Hersteller weiter entwickelt.
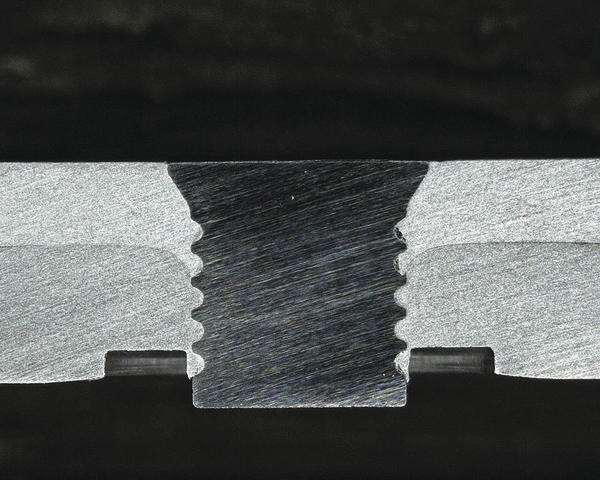
Es gibt signifikante Unterschiede zwischen Halbhohlstanzniet und Vollstanzniet. Beim Halbhohlstanzniet gibt es matrizenseitig eine Erhebung, während sich beim Vollstanzniet ein stempel- und matrizenseitig bündiges Bild mit planer Oberfläche ergibt. Zudem ist beim Vollstanzniet kaum ein Bauteilverzug zu beobachten. Des Weiteren können über das Halbhohlstanznieten maximal drei Lagen Bleche verbunden werden, jedoch vier beim Vollstanzniet. Diese sind außerdem geeignet zum Verbinden hochfester und ultrahochfester Werkstoffe. Halbhohlstanzniete lassen sich nur zum Verbinden von Blechen einsetzen. Kritisch wird es für die Halbhohlstanzniete auch beim Verbinden von Gusswerkstoffen. Hier gibt es maßliche Einschränkungen und es ist eine Sondermatrize erforderlich. Mit Vollstanzniete lassen sich alle gebräuchlichen Gusswerkstoffe verbinden.
Nicht zuletzt zeigen sich die Vorteile des Vollstanznietens bei der Konstruktion der Bauteile und bei den fertigungs- und verbindungstechnischen Einrichtungen. Dies wird beim Nieten von Bauteilen mit einem Niet-Durchmesser von 5 mm deutlich, weil hier Flanschbreiten von lediglich 14 mm möglich sind. Beim Halbhohlstanznieten sind 30 % mehr zu berücksichtigen. Zudem erlaubt das Vollstanznieten Blechdicken ab 1 mm, wogegen beim Halbhohlstanznieten die matrizenseitige Blechdicke der größere Teil sein muss.
Der beim Stanzvorgang anfallende Butzen lässt sich mit dem von Tox entwickelten Stanzabfallsystem problemlos entsorgen. Der entscheidende Vorteil für den Anwender ist die Systemlösungs-Kompetenz für alle verbindungstechnischen Aufgaben im Bereich der industriellen Blechverarbeitung. Tox liefert die Vollstanzniet-Technik, das spezifische Equipment wie Setzkopf, Roboter- oder Maschinenzange sowie Dockingeinheiten an der Ladestation und an der Zange. Hinzu kommen eine Beladestation zum Beispiel innerhalb einer Roboterzelle, eine Vereinzelungsstation außerhalb der Roboterzelle, Zuführschläuche und die Systemsteuerung mit einer definierten Schnittstelle zur Roboter- oder Anlagensteuerung.
Je nach Nietdurchmesser und Nietlänge gibt es passende Setzköpfe, die dann universell für eine ganze Durchmesser-Familie eingesetzt werden können, was Umrüstaufwand und Anlagenstillstände erspart. Das modular aufgebaute Konzept erlaubt trotzdem individuelle Lösungen. So können zum Beispiel Vorratsbunker-, Zuführungs- und Vereinzelungsstation bis zu 25 m vom Roboter entfernt aufgestellt werden.
Dank des universellen Nietsetzkopfes sind auch bei Mehrnietanwendungen nur minimale Störkonturen zu berücksichtigen. Auch kann der Roboter die Fügezange über Kopf einsetzen. Aktuell gibt es Vollstanzniet-Verbindungslösungen für Aluminium-Werkstoffe und für alle gängigen Automobilstähle. Die Entwicklung von Vollstanzniet-Lösungen für pressgehärtete Stähle läuft bereits. ub
Teilen:








{kind=link}