

Immense Kostenvorteile ergeben sich zuweilen abseits der gewohnten Fertigungsrouten: Einsparungen in fast siebenstelliger Größenordnung erzielte der Schweizer Spritzgießer Wagner, indem er die Mehrkavitätenfertigung in Frage stellte.
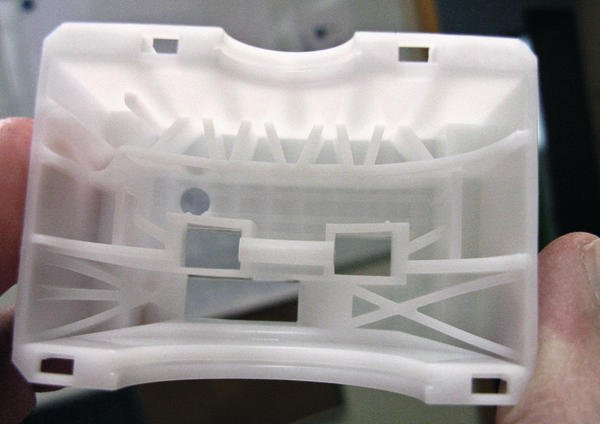
„Bei der Optimierung von Produktionsprozessen ist man oft überrascht, wie groß das Einsparpotenzial tatsächlich ist“, weiß Marcel Buff, Leiter Verkauf & Engineering Thermoplast der Wagner AG in Waldstatt (Schweiz). Das mittelständische Zulieferunternehmen ist Spezialist sowohl für Kunststoff-Spritzguss als auch für Metall-Druckguss und entwickelt mit seinen Kunden anspruchsvolle Großserien-Lösungen. Anschauliches Beispiel für die Vorteile, die mit einer solchen Optimierung zu erzielen sind, ist ein Wendelager für die Griesser AG. Dieser innovative Jalousien-Hersteller hat Werke in der Schweiz und in Frankreich. Aufgabe der Baugruppe, die in der Grundversion aus neun Spritzguss- und vier Zukaufteilen wie Metallfedern und Zugschnur besteht, ist die Winkelverstellung der Jalousielamellen. Zu fertigen ist sie in einer Reihe unterschiedlicher Varianten in Stückzahlen von mehreren 100 000 pro Jahr über einen Zeitraum von mindestens zehn Jahren. Vorgegeben wurde die funktionsfertige Konstruktion der Baugruppe. Aufgabe von Wagner war dann, ein Konzept für die kostenoptimale Gestaltung der gesamten Fertigungskette zu erarbeiten.
Diese reicht vom Herstellen der Spritzgießteile bis zur termingerechten Anlieferung von einbaufertig montierten und zu 100 % geprüften Baugruppen an beiden Produktionsstandorten.
„Beim klassischen Ansatz hätte man für die vier Hauptkomponenten jeweils eine Mehrkavitätenform vorgesehen und diese Teile dann im Rahmen periodischer Produktionskampagnen chargenweise auf Zwischenlager produziert“, erläutert Marcel Buff. Bei der Suche nach Alternativen standen die vier Formen für die Hauptbestandteile im Mittelpunkt der Überlegungen. Nicht zur Diskussion stand dagegen das Konzept der Werkzeuge für die Zusatzbauteile. Diese lassen sich mit austauschbaren Einsätzen auf der Maschine umrüsten, um die verschiedenen Varianten der Baugruppe herstellen zu können. Um Verwechslungen zu vermeiden, werden diese Varianten jeweils unterschiedlich eingefärbt.
„Die Rahmenbedingungen des Projekts ließen erkennen, dass es Sinn machen könnte, alternativ einen Fertigungsprozess mit Einzelstück-Workflow ins Auge zu fassen“, erinnert sich Buff. Eine kontinuierlich durchlaufende Produktion vermeidet die Nachteile einer Chargenfertigung. Allerdings müssen hierfür verschiedene Voraussetzungen erfüllt werden, da bei einem solchen 1-Piece-Flow alle wichtigen Stufen des Prozesses mehr oder weniger starr miteinander verknüpft sind. Wesentlich ist neben ausreichenden Stückzahlen eine über vertretbare Zeiträume stabile Abnahme. Da dies im vorliegenden Fall erfüllt war, konnte man daran gehen, eine passende Prozesskette zu konzipieren.
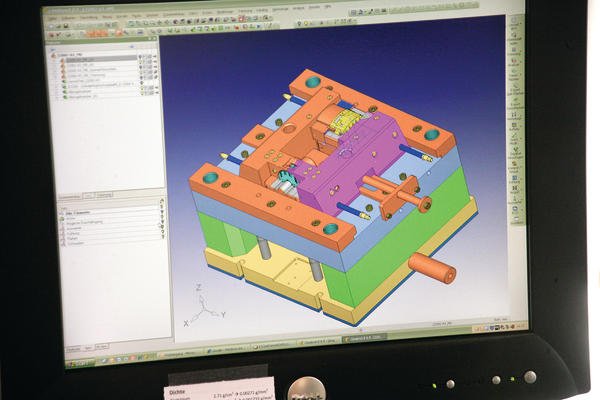
Dabei waren alle Schritte vom Spritzgießen bis zur Anlieferung der einbaufertigen Baugruppen beim Kunden zu berücksichtigen. Wesentlicher Faktor – auch bezüglich der Kosten – sind hierbei entsprechend optimierte Spritzgießwerkzeuge. Im Unterschied zum klassischen Ansatz ist die Zielgröße hierbei nicht die Maximierung des Ausstoßes pro Zeiteinheit, sondern die Minimierung des erforderlichen Investitionsaufwands unter anderem durch Produktion unterschiedlicher Komponenten mit dem gleichen Werkzeug.
„Taktbestimmend für die Gesamt-Prozesskette ist die Kapazität des speziell für dieses Produkt ausgelegten Montageplatzes“, erläutert Spritzguss-Fachmann Buff. Eine Analyse des Montageprozesses und der vom Kunden benötigten Stückzahlen ergab, dass diese von einem Mitarbeiter an einem spezialisierten Montageplatz bei dreischichtigem Einsatz produziert werden konnten. Damit war auch die Taktzeit für die Produktion der vier Hauptkomponenten vorgegeben.
Hierfür wurde allerdings nicht nur eine geeignete Formtechnologie benötigt, auch die Geometrie der Teile musste auf den Produktionsprozess hin optimiert werden. Dies betraf zahlreiche Details wie Verrippungen, Stegdicken, Anspritzpunkte und Entformungsschrägen. Ausgangspunkt waren die CAD-Daten des Kunden. Um diese herum wurde eine passende Form entwickelt. Anhand dieses Modells wurde der Produktionsprozess simuliert und optimiert. Das Ergebnis war eine modifizierte Teilegeometrie, die dem Kunden zur Beurteilung und zum Test übermittelt wurde. Hierzu gehörten auch Versuche mit Rapid-Prototyping-Modellen. Die gesamte Entwicklung erfolgte in enger Zusammenarbeit mit den Produktentwicklern der Firma Griesser.
„Insgesamt konnten wir mit der neuen Lösung über den projektierten Zeitraum von zehn Jahren einen knapp siebenstelligen Betrag in Schweizer Franken einsparen“, bilanziert Marcel Buff. Schon rein optisch präsentiert sich der Hallenbereich, in dem die Fertigung erfolgt, als übersichtliche, kompakte Produktionsinsel mit geringem Flächenbedarf, die nur noch mit Kleinteilen versorgt werden muss.
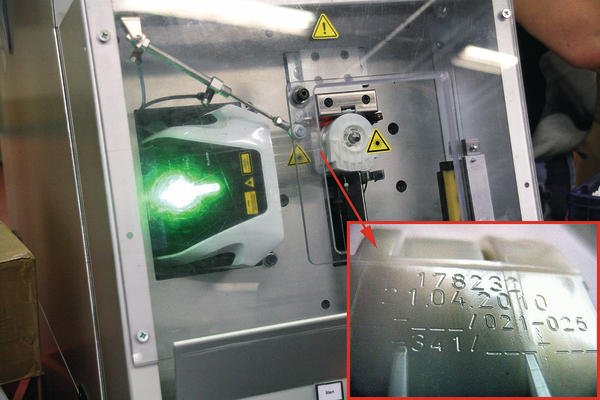
Hauptbestandteile sind neben dem Montageplatz, der über einen vollautomatisierten Prüfplatz mit Lasermarkiersystem verfügt, lediglich noch zwei Spritzgießanlagen. Zwei Werkzeuge dienen der Produktion von je zwei Hauptteilen aus demselben Werkstoff. Als Pufferlager stehen kleinere Kartons bereit. Die übrigen Kunststoff-Kleinteile, die wenig Platz und Kapital beanspruchen, werden mit drei weiteren Mehrkavitätenformen chargenweise als Schüttgut produziert und in passenden Mengen auf Lager gehalten. An die Produktionsinsel gelangen sie ebenso wie die übrigen zugelieferten Komponenten im Kanban-Verfahren. Die fertig montierten und geprüften Baugruppen werden geordnet in Kleinteilepaletten sortiert und bedarfsgerecht just-in-time an die beiden Werke des Kunden in der Schweiz und in Frankreich geliefert.
Klaus Vollrath Fachjournalist in Aarwangen/Schweiz
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}